- 提供配置文件
扫描法是智能激光处理的优地址
自2000年创建公司以来,我们一直在研究新方式,以工业应用激光技术客户生产达到最高质量水平 使用创新处理头 激光联动 硬化裁剪 包括光传感器技术并发最佳解决方案
产品组合
应用

-
激光催眠
-
- 完全缝合-高精度视觉领域,成本效益高
激光阻塞过程使用填充器金属连接而不实际熔化基材进程允许你高精度最小打字机高成本效益辅助材料将决定哪个焊接器和哪个进程参数选择可使用 AlO1综合接缝能力焊接技术复杂性最小模型在与只提供有限无障碍环境的几何工作时特别合适
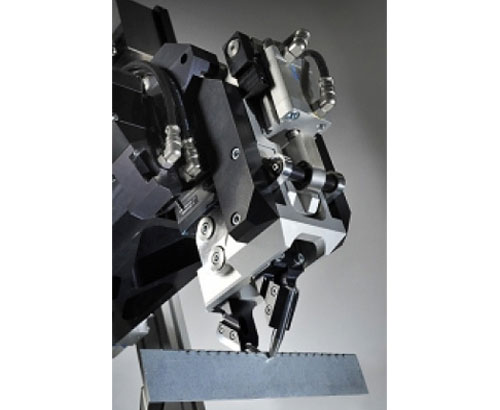
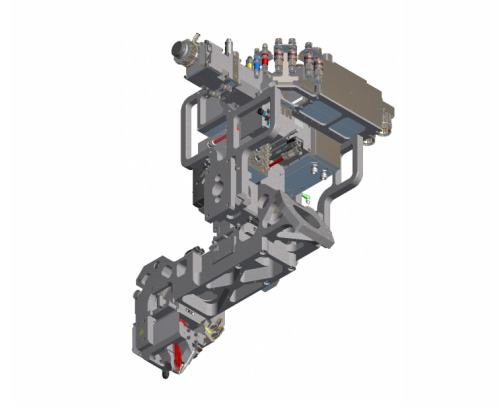
Scensonic的龙头产品ALO3允许你精确定义所有进程参数与接缝跟踪相关,从而确保最优焊接结果
-
激光焊接
-
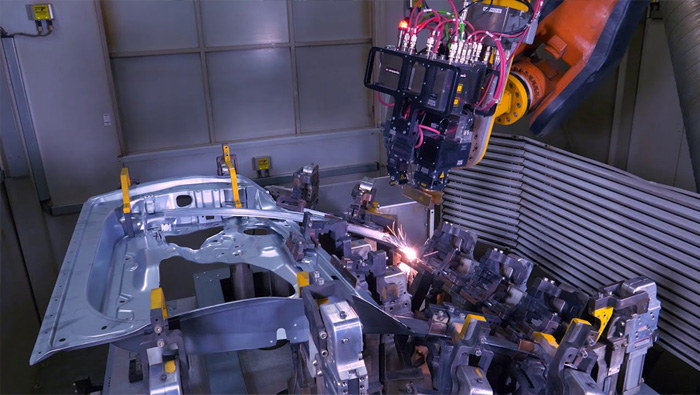
- 高焊速可靠接合并配有可控能量输入-用毫米精度-复杂接合
激光焊接组件,例如用铝或钢制成时,激光束用高焊接速度、窄薄焊接形状并用低热反射视物料、构件几何学和周期时间需求而定,我们提供处理光学设备,用于经典激光束焊接填材料和远程焊接允许深焊接和热导焊接产品组合范围从简单光学到复杂系统不等,并带接缝跟踪、动态波束振荡、静波波束构造、自动隔断控件和进程监控视设计而定,适合二极管、盘形和纤维激光应用达高千瓦
-
激光焊接E-Moblitiy
-
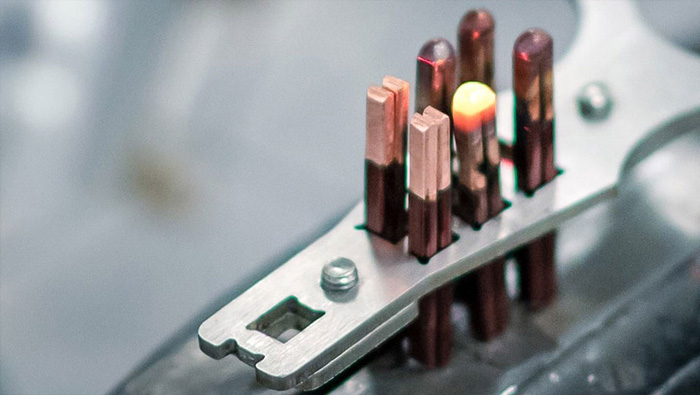
- 最小组件焊接图像识别和波束振荡生产电机、高性能电子或电池
激光束焊接即使是小组件和组件也是极佳选择精密工程或电路联系实例可见一斑,例如e-mobility理发机通常需要非常精确自动化识别焊接位置和激光波束与波束振荡焊接
扫描声学激光焊接假设这些高求运算通过激光输入能量可局部和时间缩放,因此完全可适应合并过程
产品组合从简单处理光学接合深热焊接系统到配有自动焊接定位检测、快速波束振荡和进程监控的复杂系统不等
-
激光硬化
-
- 以异常低能耗实现精确加固深度-高压组件轮廓精确解法
精确热处理往往是处理高载量轻构件的先决条件激光加固使得沿边缘创建出比传统方法更精确和定义化联合结构密钥表示热处理在严格温度控制下进行高精度使用RLH-A也可以定义热处理的轨迹宽度内置快速移动镜像使这一切成为可能
-
激光切割
-
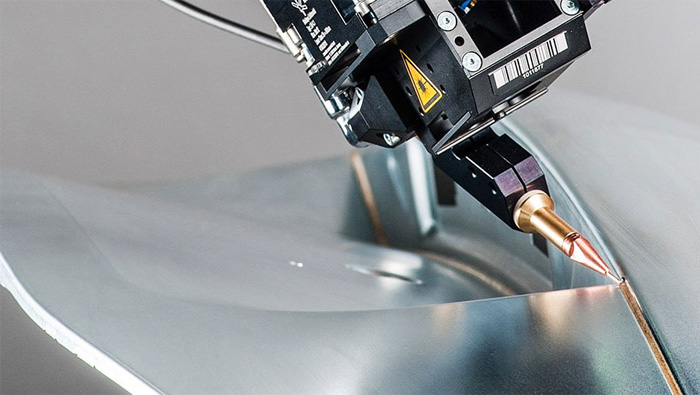
- 最短切时间和最高精度-切除几乎为零压力或偏差的金属
客户对激光裁解金属的要求也在增加:即前沿质量、处理速度和成本效益
Ex-traBEAMPRO激光割头激光切割头适合固态波束源达8千瓦激光功率方便用户服务概念便于快速替换客户网站光学组件持续密封监控Smart保护通知用户泄漏时提前通知并帮助防止光学污染
低滑距离控制自控和自聚焦功能组合使材料安全插入并平滑无染切物-无论是扁板切片或贝vel切片、薄片或厚板金属
-

过程监控
-
- 保持进程控制并实现最大质量-带成像监控系统
自动系统、短周期和低误差容度最优过程监测确保工作件质量,防止昂贵重写或拒绝,从而对生产率起决定性作用
扫描系统提供综合质量和过程监测系统独立工作或完全融入扫描系统处理光学高技术摄像头和强评价电子系统持续实时传输所有关键信息实现完全接合-优化控制生产
-

缝合跟踪传感器
-
- 自动电弧和激光过程-即工具随时精确定位
光学感应器接缝支持自动焊接过程并用弧和激光主动接合扫描联合不接触光条,从而确保工具随时精确定位
所有扫描传感器都设计用于严酷工业环境,例如焊接细胞,并用异常强健性打动流星滤波保证平滑运行,甚至在接近处理区和不锈钢和铝合金等临界面上也是如此
检测出各种关节,包括难以检测的接合点I-se
-

存取器
-
- 辅助产品应用
所有产品

-
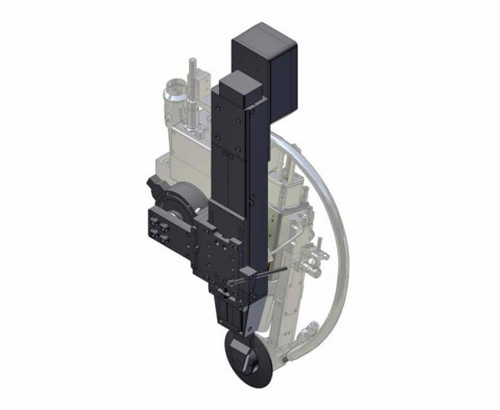

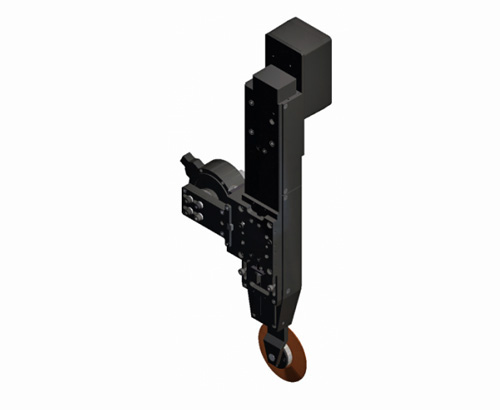
ADR系统
-
- 压力轮
ADR1压力轮补充我们激光处理系统(例如ALO3和APN1接缝跟踪适配平台结合处理光学激光焊接或制动,ADR1确保激光焊接操作无缝接合
应用区
长处
-
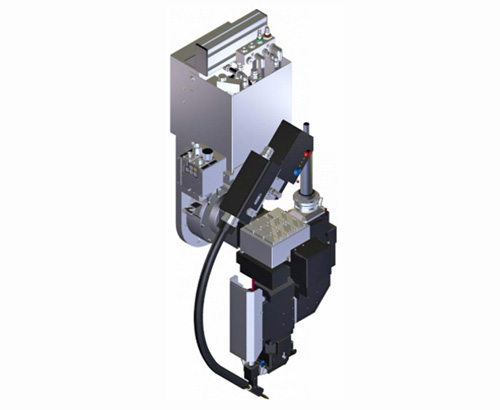

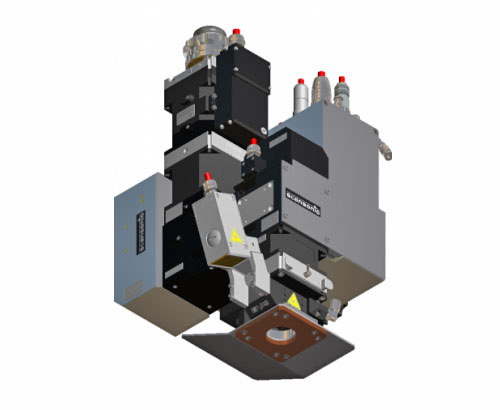
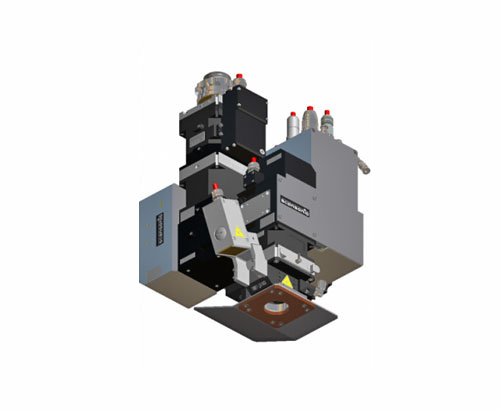
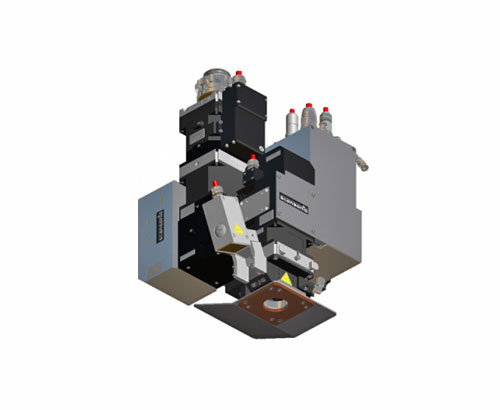
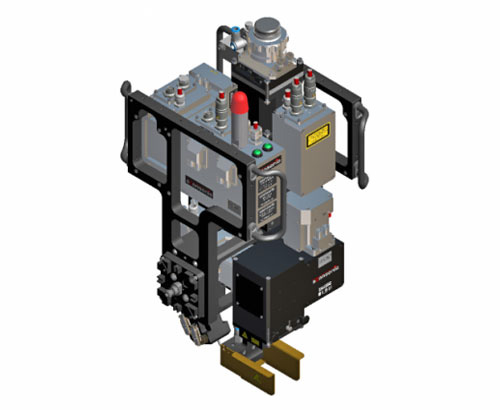
ALO3
-
- 无匹配质量 多亏接缝跟踪填充线
ALO3最畅销光学激光拷贝焊接激光处理系统以其专利触动接合技术使可见操作范围完全接合并使得后处理没有必要全球客户-特别是汽车机体制造商-依赖ALO3
应用区
- 激光焊接
- 钢和铝
- 法兰格焊接Y接
- 片柄焊接圈
- fillet焊接T-Onte
长处
- 稳定流程控件和高质量接合法,因为工件偏差自动补偿
- 小弧度和三维轮廓很容易感知(更多设计自由)
- 无需预跟踪补偿
-
ALO4
-
- 激光处理带填充线缝合
新建成员ALO产品组将显示全新特征,包括直觉用户界面、插接播放缩短调试时间、新光学控制以及4.0产业连通电触激光焊接现行行业标准重新定义
-



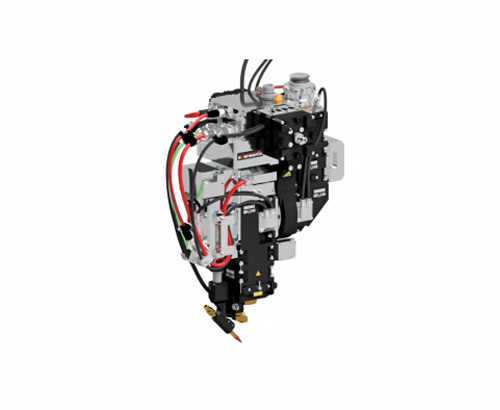
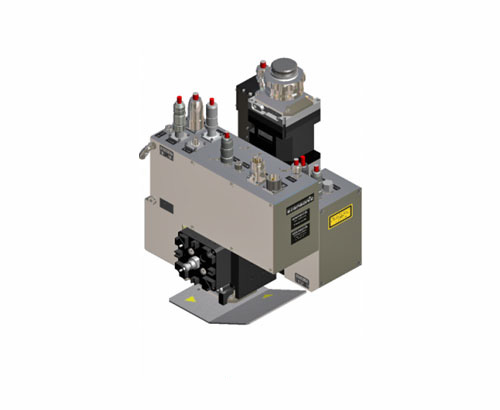
APN1
-
- 可靠的电弧焊接伙伴
APN1电弧进程机械接缝系统系统强可靠 多亏有专利扫描接合
填充线精确检测焊接并安全引导接缝进程组件容度自动补偿同时电线本身也是联通过程的一部分APN1自动横向垂直补偿联合路径中与机器人编程路径相偏差
应用区
- Arc焊接
- MIG/MAG进程, 特别是CMTQQQ
- WPIG等离子生成
- 等离子仪
- 各种钢合金、插接金属、铝
- 单贝线板焊接
- 片片接合
- friet联想接合
长处
- 优化流程参数提高缝合质量
- 隐蔽性土壤外光和热波
- 非协同制作预编程或机主容
- 小弧和复合接合路径焊接
- 一致性焊弧长度
- 易处理-低程序设计要求机器人/主机
-

BO系统
-
- 起始级模块化工业应用
高性能BO光学推荐为激光焊接和制动初级模型无接缝焊接任务与汽车机体构造应用中常见高扫描质量基准执行模块scapass系统使光学更容易适应新挑战
应用区
长处
- 易整合不同应用
- Scapacs模块化系统可用各种附加组件(例如玻璃抽屉交叉喷射机)
- 服务友好系统
-

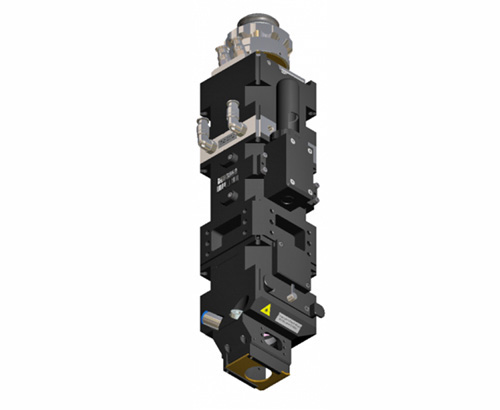
BO-SF
-
- 模激光处理光学稳定焦点
BOS-SF激光处理光学基础模块系统设计,用于需要激光波段稳定焦点的工业应用提出特殊挑战,因为对光学和材料进行无变调整改变焦点将导致功率密度不准确,从而产生最终结果BOSF独家设计确保高波束质量并尽量减少功耗
应用区
- 激光焊接
- 多基洛瓦特高性能应用
- 结合传统焊接过程严酷操作
- 厚钢构造板 > 10毫米
- 管道搭配轨道技术
- 造船
长处
- 多亏扫描镜
可靠保存操作
- 通过高端涂层最小功耗
- 高性能波束质量
- 可变工作距离和焦直径
- 镜像生成紧急操作特征,不可为逐步污染和小焊入所见
-
CoHard公司
-
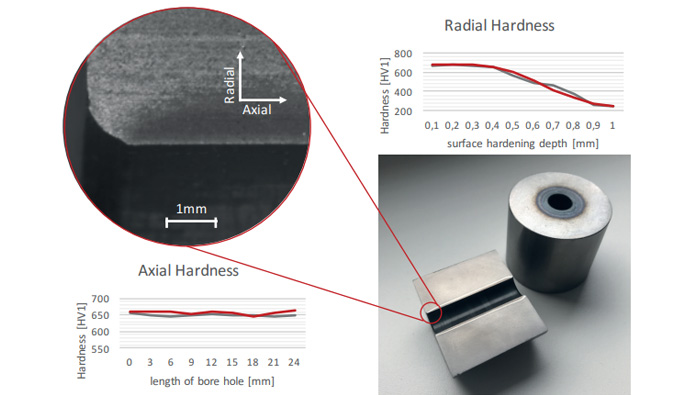
- 以激光波束硬化最小钻洞
CoHard使用激光束加硬组件,这些组件由于其几何特征先前不适于激光加硬-例如钻孔直径小于10毫米激光能吸收区极窄,最小化或消除工作机扭曲直径加固同时发生,因为激光束剖面旋转对称
应用区
- 激光硬化
- 辅助线和封印面
- 格鲁维夫斯
- 紧钻孔
- 盲洞端面孔
长处
- 窄范围热输入减少扭曲
- 内无光学元素,零风险受污染或碰撞
- 旋转对称波束剖面
- 可灵活应用广度波长直径
-

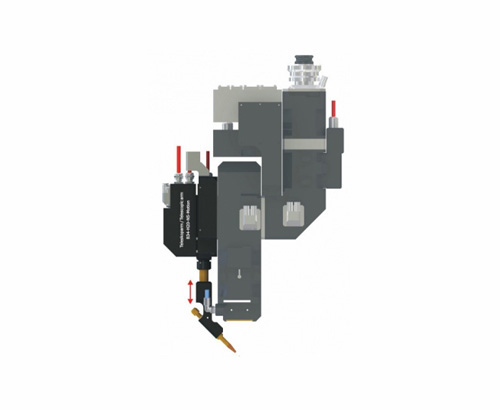
DAS45
-
- 短长线剪切器
dAS45Q解密优化接缝过程填充线系统用极短预设线长的不同角度割取填充线
应用区
长处
- 大填充线接触区安全触摸带
- 无扩展/回缩填充线
- 最小化编程/同步配线模块
- 整合安全检查过程端点检测绑定死
-

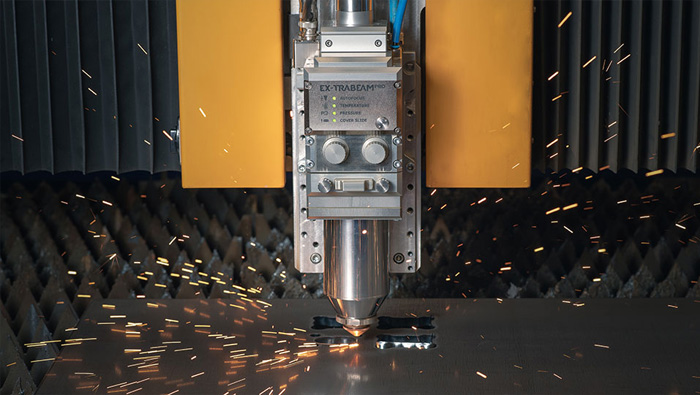
ExtraBEAMPRO
-
- 平滑无菌裁剪
EX-TRABEAMPRO是Scansocie割头为现代激光割机用户提供优化激光割头并实现自焦功能级机械密封 包括Smart保护密封监控 保护光学组件设计方便用户服务概念、经过培训认证的工厂工程师可快速易变流箱中的光学组件,以最小化光学上的污物和污染物
应用区
长处
- 适合使用现代高性能激光切割机
- 高水平机械密封,包括海豹监测系统保护光学组件
- 稳定距离工作机并因此更好裁剪结果,即使高波束功率和长操作时间
- 方便用户服务概念
-

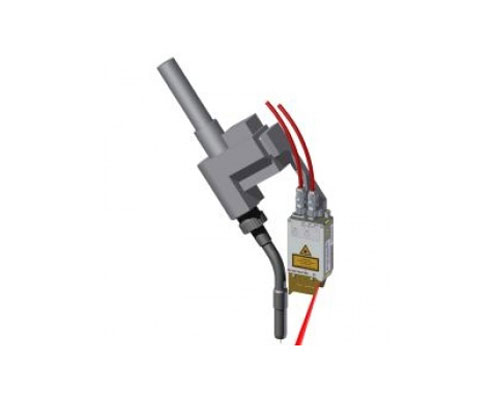
FH6D
-
- 光传感器系统
FH6D设计用于自动焊接光缝
进程使用弧或激光传感器还支持粘合器应用和其他跟踪过程接缝跟踪检测组件位置并转发测量值到跟踪机
应用区
- 不锈钢合金
- 工业应用如焊接站
- 自动化生产流程:焊接、粘合等
长处
- 高可靠性使用最先进相机技术
- 高反射面如不锈钢或铝获批
- 三大激光线:因此在获取测量数据期间极稳定
- 简单操作
-

FKGA系统
-
- 由交叉生成器对激光过程作更精确编程
交叉云生成器更容易安装激光过程 交叉云叠加相机图像激光点可视化帮助运算符调整应用到实际激光点并避免实验激光与处理激光之间的不准确性
应用区
长处
- 可编程性更精确化,扩大截图目标位置显示从监控摄像头嵌入处理光学
- 相机使用大大减少个人和主观影响-对真实3D组件尤其重要,对组件有不同取向和从激光点到组件相联投影
- 通过交叉位置间接测量
- 极紧凑设计变量安装选项
- 便携式TFT监视器直接连接
-
FSO系统
-
- 减少法兰省料,减重和CO2
FSO设计前端激光焊接极短法兰和最大强度高处理速度保存材料并减少焊接产品重量同时流程为用户提供高度设计自由
应用区
- 激光焊接
- 加入几乎所有板金属法兰
- 折叠表( AlSi,zn等)可焊接无缺
长处
- 高利润率
- 减少法兰并从而可能减少物料和权重
- 极低组件失真
- 高焊速
- 多层连接
- 集成电技术使各种模型单行化
-


微信加
-
- 安全切换进程媒体
GAS媒体联动用于交换和监测ALO3处理光学中压缩空气、惰性气体和其他气态过程介质附加监控功能预集成
应用区
长处
- 切换目标点-最优过程/技术解决方案
- 最小流前时间并减少消耗
- 综合系统分析数据,包括压力流
- 融入现有机器人媒体联动最小修改干扰轮廓
- 切换和读取附加数字信号
- 完全标准化模块化解决方案,局部功能也是可能的
- 显著减少运算符培训时间
- 完全功能从单源与联系人
-
RLH-A
-
- 弹性硬化光学应对当今挑战
RLH-A为远程激光加固复杂构件结构提供实实在在的优势它可以使0.1毫米测距中可依赖的加硬深度与点几何变量设计相伴单个材料表面可有选择地硬化轮廓精度-全部单处理光学以往不同组件需要不同光学和相应的点形RLH-A处理所有加固任务
应用区
- RLH-A适合各种复杂组件结构加固任务,全方位电容和自动化应用最理想
- 不同构件厚度不等形边缘和阶梯的几何
- 软化解合并也是可能的
长处
- 单处理头硬化-单构件上各种轮廓
- 选择硬化多维曲面、孔或小节易失真组件
- 边缘层加固0.1米范围核心
- 精确调整过程参数-过程期间
- 短时间搭建
- 精确本地定向能源输入
-
RLH基础
-
- 易易搭建最大精度
RLH-A基础技术对硬化和软化表面是一种成本效益高的解决办法多功能系统特征内置温度控制可实现从复杂轮廓到大型复杂任务等多种应用
应用区
- 激光硬化和激光软化
- 硬化印花死和工具部件
- 硬化电容部件
- 变软白体零件
长处
- 验证扫描质量支付得起
- 依赖方向编程精度加固大表面
- 易处理搭建
-

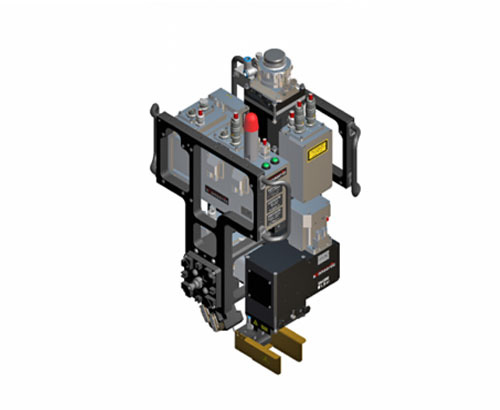

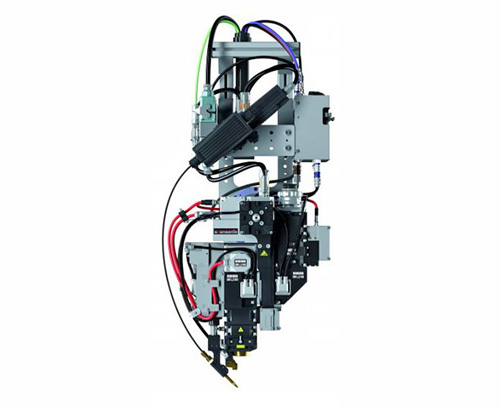
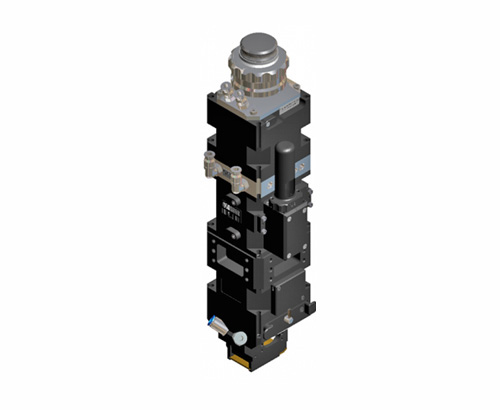
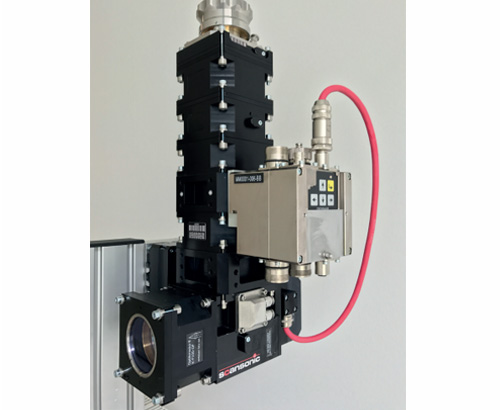
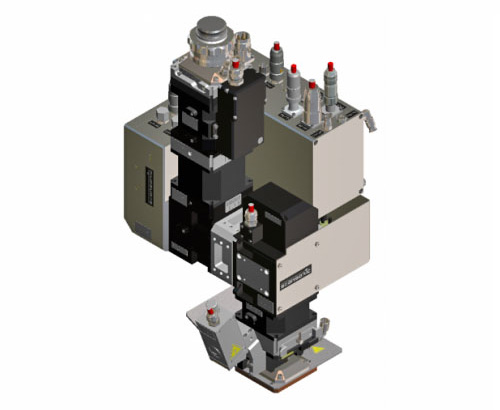
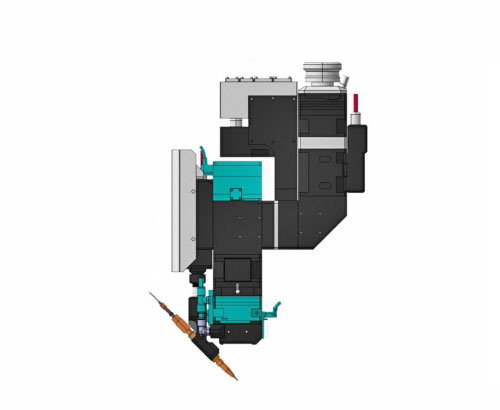
RLW-A
-
- 减少循环时间无接触接缝跟踪
RLW-A设置无触片焊接新标准并允许用friet焊接重叠接头替换减少联合flangs并在同一接合剖面上需要较少激光能处理光学确保精度、动态和可复制性并同时实现成本效益操作
应用区
- 激光焊接
- iflet焊接等附属组件(门形板等)、A和B柱子、前置/后置保险套、门架、房顶和车底
- 填充点焊接圈开端
- 可调整偏移定义交错接合
长处
- fliet焊接使车辆构造法兰特长度减慢
- 低重量减少燃料消耗和CO2排放
- 大工作距离允许超线绑定过程,比触摸系统显著缩短周期时间
- 程序专用扫描字段以大幅降低消费成本
- 简化操作概念,所有激光过程参数通过RLW-AGUI设置并受RLW-A控制器控制/调控
- 点点大小通过自聚焦调整并使用接合跟踪值过程保持恒定
-
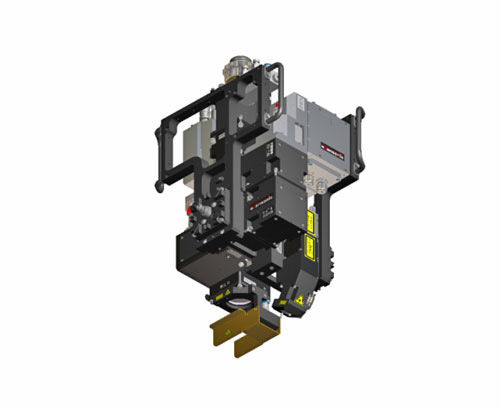

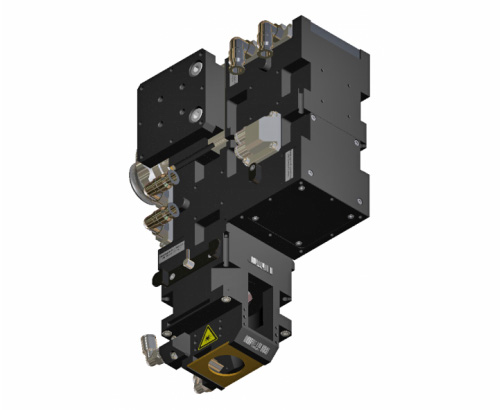
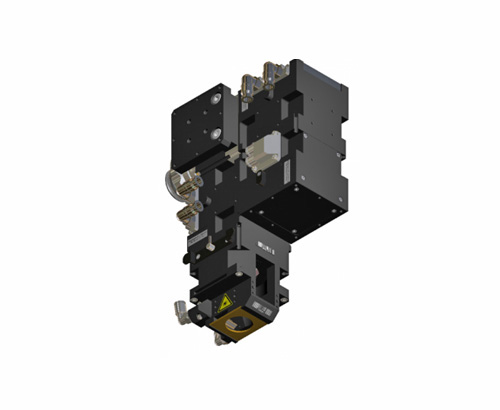
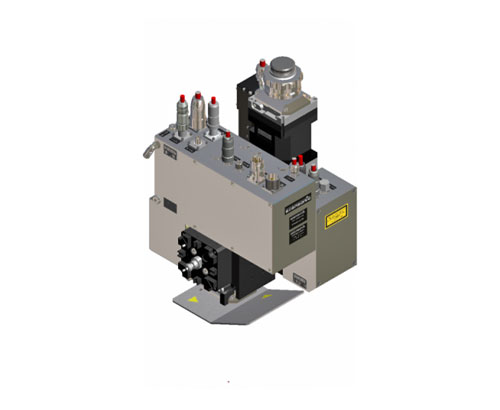
RLW-S
-
- 可靠焊接难应用
RLW-S理想 焊接铜发料高难度任务部分通过综合摄像传感器同步定位激光波束实现传感器识别处理点,即使发廊表面反射度不同系统还保证持续过程监控高过程可靠性这使客户具有最大可靠性并高复制率强无孔缝合
应用区
- 激光焊接电子移动
- 基于灰图像评价自动检测和焊接几何模式,例如电动机发廊或EGR冷却器散热管
- 适应优化图像识别
长处
- 优化图像识别按可靠检测理发素等组件需求
- 适配流程和光学条件低散铜焊
- 规划中:全过程监控实现最大过程可靠性
- 大幅降低操作成本优化字段规模
-


SCEEYEZ
-
- SCEYE硬件设计多年来与最新艺术技术同步并发,通过新更新和特征提高生产率和客户利益,如线识别、速度监控或质量控制
福利类
- 完全归并光学
- coaxi综合相机和光照模块
- 综合记录控制单元
- 强效评价电子处理
- 整合到现有光学
-


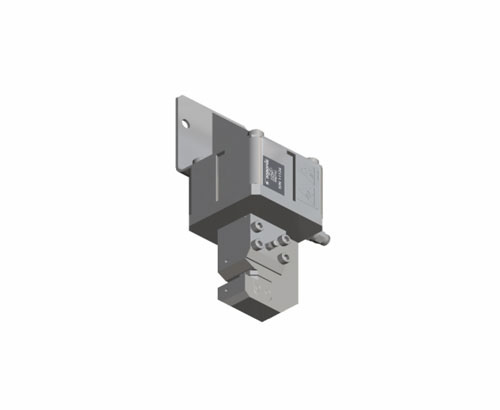
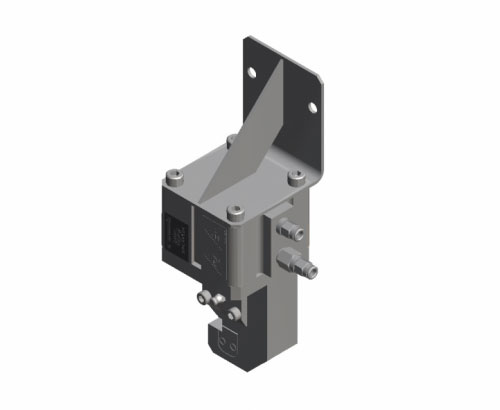
TH6D
-
- 光接合电弧和激光应用
TH6D设计时使用弧或激光自动焊接过程光接跟踪传感器还支持粘合器应用和其他跟踪过程主动接合检测联合/构件边缘位置并确保工具精确定位
应用区
- 自动化生产流程:焊接、粘合等
- 界面所有常用机器人控制器
- 通用模拟/数字机接口可用
长处
- 高可靠性使用最先进相机技术
- 工作反射面如不锈钢或铝
- 三线激光确保极佳测量稳定性
- 简单操作
-

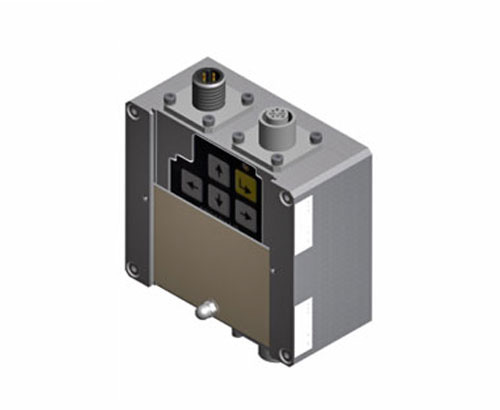
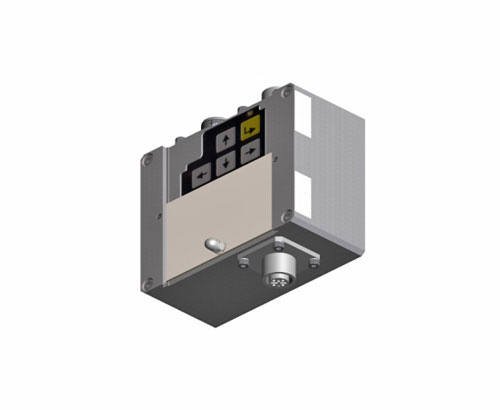
TH6i
-
- 光感应器接通0gap
TH6i设计时使用弧或激光自动焊接过程光接跟踪主动接合识别可检测工作件位置并确保工具定位精确
应用区
长处
- 高可靠性使用最先进相机技术
- 高反射面如粘度钢或铝
- 三大激光线:因此在获取测量数据期间极稳定
- 简单操作
-



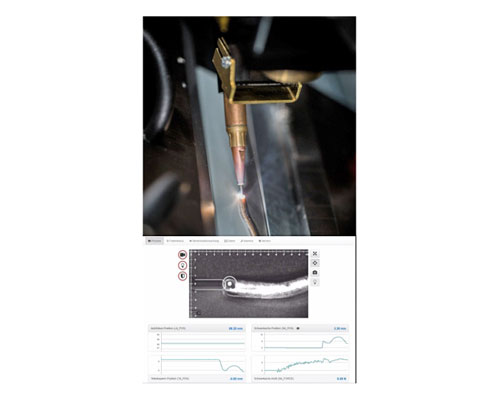
焊德耶ALO3
-
- 激光焊接光照机模块
全世界安装了400多套Lasertechnik系统,外部光源WELDEYE为缝合和质量保证提供趋势确定解决方案WELDEYE智能质量系统定制补充ARO3提供可视化和自动化质量控制功能以获取溢价焊接/编织质量
长处
- 开发精确定制算法,例如测量焊接过程前焊接宽度或交叉校验波线位置
- 网上检测并自动校正焊接失效前的焊接故障
- 高工业适配性因可替换保护镜和交叉喷射机直接嵌入光照模块
- 紧凑性、强健性、轻度和成本效益设计系统


































































