- 提供配置文件
高阳性-AVANTEC
AVANTEC是世界上高正打印工具领先制造者之一古斯塔夫Werthwein于1989年创建,后与三人团队AVANTEC演进成140名雇员公司,在美国、意大利、奥地利和中国有自己的代表
与机器工具制造商、OEMs公司、供应商和多中型制造商等工程生产团队合作开发挑战性任务和材料的创新解决方案和战略 — — 我们高正打印工具正在汽车产业、能源公用公司、机器工程企业和许多其他行业成功部署
产品组合
可索引插入

AVANTEC切片机成功
完全综合多种因素持续优化微几何插入测试新整理过程和不同子串
除材料实验外,我们还进行测试,用不同的磨法选择作品唯一最优组合经批串行制作
单视优异
- 增加弧度和轴耗精度
- 提高机算维精度
- 无参数偏差
- 一致性表面质量
- 降低噪声水平
- 改良芯片流
- 减少热开发
- 更长工具寿命
- 最优修改精度
-
串行工具
稳定可靠处理过程
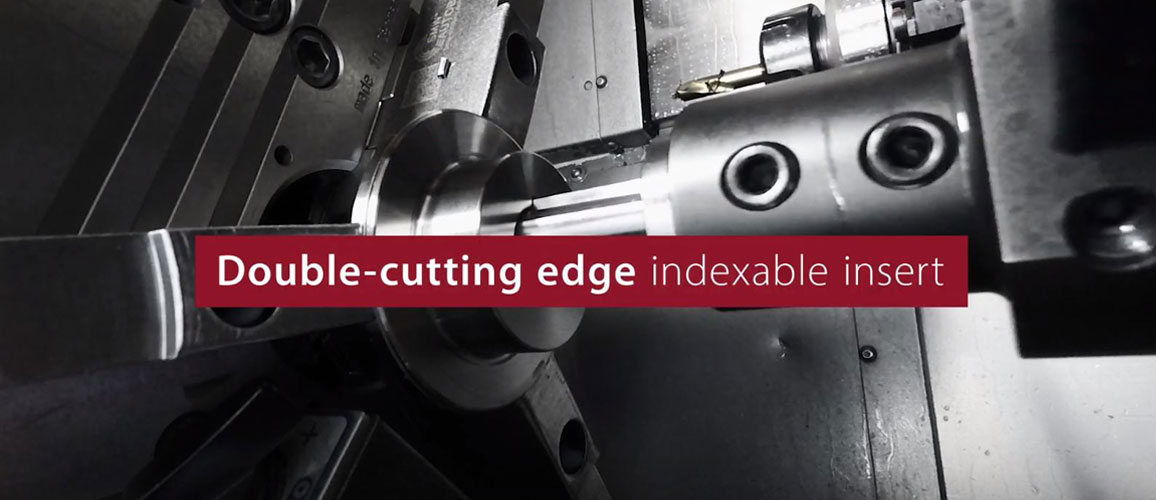
重述故事:当我们工具机体的键盘处理时, 我们制作团队持续运行 出乎意料的问题引起团队反射难解难解之后我们设计了专用工具停止反感取而代之的是,我们有一个稳定可靠的处理过程令我们高兴新的浏览工具已被清除分发 我们称它为BR20-
-
-
-
串行工具BR20
-
- 进程可靠寻题
- 双切边缘可索引插入
- 最佳裁剪特征
- 高裁剪数据即使是低机性能水平
- 高度稳定前沿支持
- 可索引化波兰精度插入
- 内部冷却
shell端厂

优滑运行最大Q
多环系统模块化化使高性能工具灵活应用广度极顺畅运行在重税芯片假想中也显露出来,提供高精度编程结果这是一项关键优势,可确保高精度与最大Q相匹配,尤其是当与弱力机器或弱工件一起工作时。-
-

Shell结束MillCW90
-
- CW90在我们豪猪切割机中最强 用来打包和转角磨包 甚至它大师面部磨包核心极稳定切除力吸收工具体最优可索引插入大硬体积提供更好的热分解性能优异
- 4剖面相切插入
- 切边缘长度达1.5xD
- 极稳定工具核心
- 板块大接触面
- 最优切割力吸收
-

多环CM90
-
-
- 模盘设计
- 自定义端长达2.5xD
- 4切边缘CNN7可索引插入并稳定F3定型
-

倍增EM90
-
-
- 模盘设计
- 自定义端长达2.5xD
- 右手和左手螺旋减少感压力的轴波
-

多环调频90
-
-
- 模盘设计
- 自定义端长达2.5xD
- 多牙设计多牙优美
-

多环MM90
-
-
-

Shell结束磨坊EW90
-
-
- 优牙投法多亏相切索引插入安装
- 软裁剪工具
- 极平滑运行 多亏前沿划分
面部磨剪机

大规模粗糙和超平面整理
保持完全稳定同时运行大规模深度裁剪实现最大Q加低功耗实现高钢和铸铁效率水平 通过合并粗化和整理过程存取大不相同的程序 标准工具化和统包解决方案完全微小面-
-

面部磨剪OE45
-
-
- 最优芯片通过改善前沿几何
- 特别合格机难材料
- 所有直径内冷却
-

vantopKC1.1++KC2.2
-
-
- 通用铸铁机
- 优美面部裁剪
- wedge系统提供额外支持
-

万顶VC1.1QVC2.2
-
-
- 高成本效益,特别是与铸铁相伴
- 极高金属清除体积 多亏牙定位
- 可易索引插入修改多亏wedge系统
-

面部磨剪HE60
-
-
- 使用相同的6切边缘HE可索引插入
- 大深度割
- 可易索引插入修改多亏wedge系统
-

面部磨剪SE60
-
-
- 深度切割-最大Q达14毫米
- 最小功耗量最大机算性能
-

面部磨剪SE45QSX45
-
-
- 整理用同一种可索引插入
- 大深度割
- SE45:长接素材
- SX45:设计特征高插入投
-

信号SN75
-
-
- 特殊铸铁切割机极软裁剪
- 8剖面SNHX可索引插入
- 高金属清除体积 多亏深度割
- 高流程可靠性
-

信号SN87
-
-
- 特殊铸铁切割机极软裁剪
- 8剖面SNHX可索引插入
- 高金属清除体积 多亏深度割
- 高流程可靠性
-

Finavant EK90
-
-
- 完成切片最佳表面质量
- 高面质因EN08可索引插入复杂剖面几何
- Cartridge完全切合工具体
简单搭建
-

FinavantSK90
-
-
- 最佳表面质量
- 极高牙馈速率和四割边缘SN可索引插入
- Cartridge完全切合工具体
- 简单搭建
侧面磨剪裁剪机
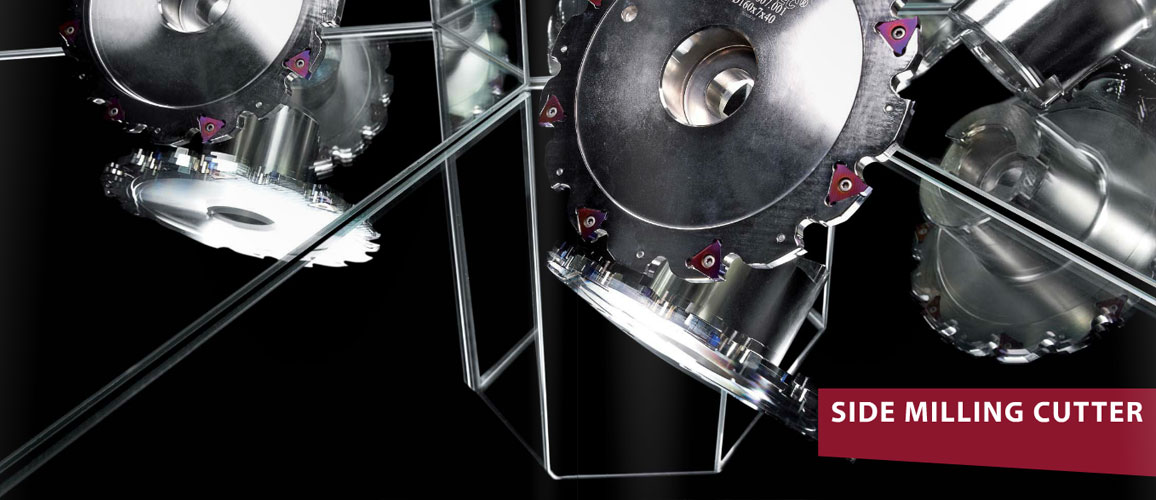
高精度双轴流出结果
这是标准
交错牙系和侧锯割机平滑运行为遵守高精度半数流出容度提供了基本稳定性广度工作块具体挑战需要实现最大精度和.Q-
-

侧磨切相切 EB18
-
- 上头新建GN18标准切片机割裂切分内侧双切可索引插入并有正连通GN18异常可靠并快速此外,它自夸紧凑设计容留更多牙提供. 多Q
- 双切边缘可索引插入
- 2.5毫米宽切
- 精锐裁力分布
- 美牙投送
- 高进料率
-

侧磨切相切 EB18
-
-
- 4切边缘EN可索引插入
- 牙优异插入样式
- 极平滑运行使用左侧插入
- 二级前沿定位切除区外
- 面部磨损可能性
-

侧面磨剪适切EN18
-
-
- 4切边缘EN可索引插入
- 牙优异插入样式
- 极平滑运行使用左侧插入
- 二级前沿定位切除区外
- 面部磨损可能性
-

侧面磨图TB18
-
-
- 极平滑运行使用左侧插入
- 高精度割宽
- 守单数轴耗尽容
- 3端嵌入T索引插入
-

侧面磨剪TN18
-
-
- 极平滑运行使用左侧插入
- 高精度割宽
- 守单数轴耗尽容
- 3端嵌入T索引插入
复制磨剪机

轴对角确保软裁剪
拷贝磨剪切器专为高性能磨切作业设计,这些作业需要极精度可索引插入的稳定嵌入在所有机械化应用中提供精度和最大Q所需的稳定性,如口袋磨制或90度算法-
-

复制切片UD90
-
-
- 斜角角3.8度
- 直径40-125毫米
- 深度切割2 0毫米
- fz进料率/牙1-2毫米
-

复制切割机RO18
-
-
- RDGX索引插入方块防止曲解并定义工具主体定点
- 轴对端保证软切
- 启动时间为20毫米
-

Primavant UP90
-
-
- HPC磨剪最大金属去除量
- 4切边缘UE索引插入并允许90度算法
- 特制口袋磨
肩锯木厂

强力同时防破解
机械化 — — 也适合难以制造的材料
肩切插件相近安装可索引化插入器更容易防破解并交付杰出石铁机处理结果高填和下填率粗糙在编程材料如Inox和Titan中实现表面质量极佳最优稳定高精度最大Q-
-

肩锯高高压
-
-
- 高度兼容难以操作的材料(INOX、Titan等)
- 高填充率90摄氏
-

肩锯切器EP90QEV90
-
-
- 最大断裂抗药性
- 高联配牙率
- EV90:高牙投铁流程的优势
-
肩锯木LN90
-
-
- 高度深度裁剪取决于90度机械化插入体积
- 坚固裁剪
- 精美粗糙整理表层质量
-

Shank端磨坊CS90
-
-
- 最大断裂抗药性
- 四种前沿连小可索引插入
- 高联配牙率
- 精牙投铁流程的优势
T平面切片机和圆形切片机

可切换索引插入安装以确保最优去除芯片
高性能T线程加高进料率和深度割法并适合槽基编程循环研磨应用即刻安装可索引插入证明最优去除芯片并同时随时高性能-
-

T平面切片ET90
-
-
- 4切边缘EN可索引插入
- 高性能T线程切割机DIN650达标
- 极佳芯片清除多亏相近安装可索引插入
-

圆形磨剪TZ18
-
-
- 标准所有Seger保留环槽
- 三方嵌入循环索引插入
- 槽基编程可能性
Avant-Easy更改程序

- 上头Avant-Easy-Change头简洁易变直径投VHM剪切深度小时替代short端厂Avant-Easy- Change程序为最大Q设计经证明的解决方案
-
-

Avant-Easy-Change
-
-
- 高性能T线程切割机DIN650达标
- 窗体强制锁定交叉和/或恒星拉入步
- 最大修改精度
-

Avant-Easy-Change
-
-
- HPC可交换磨头切割机
强制锁定交叉和/或恒星拉进步
- 巨变精度
- Rugged构建
-

Avant-Easy-Change
-
-
- VHM端切片机替代法加小深度割法
- 最大修改精度
- 窗体强制锁定交叉和/或恒星拉入步
-

Avant-Easy-Change
-
-
- 可变直径和牙数
- 窗体锁十字和/或金刚石拉进步
- 最大修改精度
triloc程序
triloc稳定长罐头
上头triloc系统控件机和Triloc磨剪机为长罐形臂搭建稳定接口并高举杰出的半衰精度triloc程序为最大Q设计经验证的解决方案-
-

复制剪切机 triloc RO18-HSC
-
-
- 斜角角3.0-5.0
- 直径25-40毫米
- 深度切割5.0毫米
- fz向牙速率0.1-0.5毫米
-

肩裁剪Triloc普里马万特HSC
-
-
- 斜角角4.0度
- 直径40毫米
- 深度切割2.0毫米
- fz向牙速率0.8-2.0毫米
-

肩裁剪机Triloc大型HSC
-
-
- 卡帕角90度
- 直径28-35毫米
- 深度切割5.5毫米
- 赫马克斯0.08-0.18毫米
















































