- 提供配置文件
- 自1963年以来的家族企业
我们是一家位于Lich的家族企业,在黑森的中心,在自然的中心。50多年来,我们一直专注于高性能工具,并在加工技术的所有发展中发挥了关键作用。
除了常规的钻头和铣刀,你会发现大量的特殊工具来解决你的加工问题。SPPW不仅提供工具,我们还将一个完整的、独立的产品包组合在一起。您还可以从我们的个性化服务、精益业务流程、采购和工具管理中受益。
一流的咨询,最好的质量和个性化的解决方案是我们的要求和承诺。我们对精确的热情是你们经济成功的基础。
产品组合

- 最先进的咨询、最优质的工具和个性化的解决方案是我们的使命和承诺。我们对精确的热情是你们经济成功的基础。
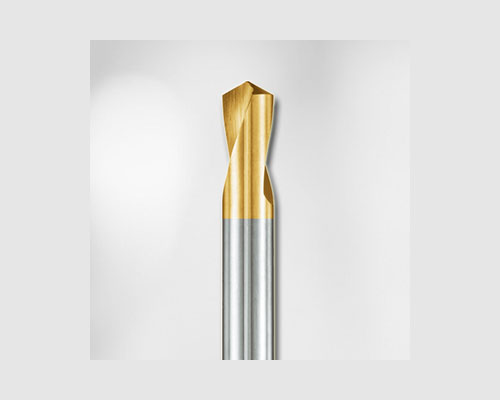
- 对心钻由硬质合金,粉末金属,HSS- e和HSS制成,有A, B, R, W和A90型-也有长型。可选标准:DIN、AISI(美国)、BS(英国)、JIS(日本)
-

硬质合金中心演习
-
- SPPW固体硬质合金中心钻有A型和R型可选,角度为90度。由K15优质的细粒碳化物生产,也在长版本。除标准尺寸DIN 333外,SPPW硬质合金中心钻头也可根据ISO标准提供特殊尺寸。根据客户要求,SPPW还可按美国标准和日本标准提供中心钻。
-

高速钢中心演习
-
- SPPW提供最广泛的高速钢中心钻在整个德国。SPPW高速钢中心钻根据DIN 333制造,有A型、R型和B型可供选择。A型和B型也可带珠。此外,SPPW还提供左手切削设计的高速钢中心钻,特别适用于车床。
-

HSS-E中心演习
-
- SPPW提供中心钻HHS-E由A型粉末金属制成,从而提高您的生产率。此外,还有A型、R型、B型扁平型,特别适用于汽车行业。SPPW中心钻HSS-E的长度可达200mm。
-

HSS-E05阶梯中心钻
-
- SPPW阶梯中心钻由钴含量为5%的高速钢制成,特别适用于电机的轴端。根据DIN 332/2,它们有D型、DR型和DS型可供选择。SPPW提供这些部分与扁平和冷却槽,直径可达M24
-

Powdermetal中心演习
-
- 高性能中心钻由HSS-E粉末金属结合韧性和耐用性,在困难(不稳定)的操作条件下生产效率高。可与X.Cut涂层额外的高效率和延长工具寿命。
- 数控导钻由HSS-E或VHM进行快速和精确的点钻,极高的定位精度,特别精确的烙印:角度60°,90°,120°,135°和142°。
-

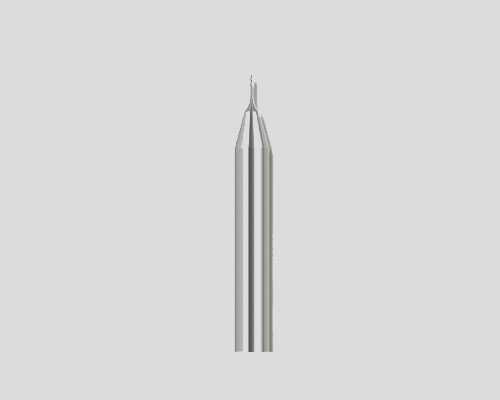
硬质合金微型数控点状钻头
-
- SPPW微数控攻丝钻头适用于精确攻丝,并承诺提高穿透性,以及高形状精度和同心度。刀尖有精确的特殊磨削和十字刃口,x .切割涂层,沉角90度。SPPW提供其微数控斑点钻的直径范围从0.3mm到2.5mm。
-

硬质合金数控点焊钻头
-
- SPPW数控点钻用于精密点钻。它们能更好地渗透到材料中,具有较高的形状精度和同心度。数控点钻有60度,90度,120度和142度点角的选择,并可与x .切割表面涂层。它提供了更高的生产率,并用于加工硬质材料。SPPW提供数控点钻的直径范围从2mm到20mm,以及长版本和双面版本,Duo-Mac。
-
HSS-E05发现演习
-
- SPPW数控点钻适用于精密的点钻工作,具有较高的成形精度和同心度。数控点钻有60度,90度,120度和142度的点角和一个夹紧面,根据表格B,波纹芯轴柄,有长柄,左切削柄或莫尔斯锥度柄。他们的A.Cut和X.Cut表面涂层提高了对材料的渗透能力。SPPW提供高速钢数控点钻的直径范围从1毫米到15.4毫米,以及英寸尺寸。
-

DuoMag双面点睛钻
-
- 数控导钻由HSS-E或VHM进行快速和精确的点钻,极高的定位精度,特别精确的烙印:角度60°,90°,120°,135°和142°。
- 用HSS-E或硬质合金制成的阶梯钻头,用于精确对准90°和180°的阶梯钻头。
-

小型硬质合金阶梯钻
-
- SPPW小型短步钻由固体硬质合金制成,适用于切割丝锥孔,符合din336 -1标准,具有x .切割表面涂层。该产品由M0.8提供,沉角为90度。SPPW微型短步钻由固体硬质合金钻孔和沉孔精确对齐,在一次操作。
-

硬质合金一步演习
-
- SPPW短阶硬质合金钻头适用于切削丝锥孔(din336 -1),螺纹通孔(DIN273)和反孔(DIN74)。它们有x .切割表面涂层,90度和180度沉角。SPPW短步钻由高速钢制成,x .切割钻孔和沉孔精确对齐,一次操作,特别适合数控机床。它们可从M3到M12。
-

HSS-E05一步演习
-
- SPPW短步钻由HSS-E05制成,特别适合切割螺钉通孔(DIN273)和反孔(DIN74)。它们完成得很好。SPPW短步钻由HSS-E05制成,可与X5配套使用。切下涂层或毛坯,以90度至180度的反沉角。短步钻钻孔和沉孔在一个精确的对齐,一次操作,特别适合剖面工作。SPPW供应M2-14的尺寸。
-

HSS-E05螺纹孔阶梯钻
-
- SPPW取心孔短阶钻由HSS-E05制成,用于切割螺纹孔,符合DIN 336-1,反下沉角为90度。芯孔短步钻钻孔和沉孔精确对齐,一次操作具有高同心度。SPPW供应M3-16尺寸和X5。切割表面涂层或毛坯。
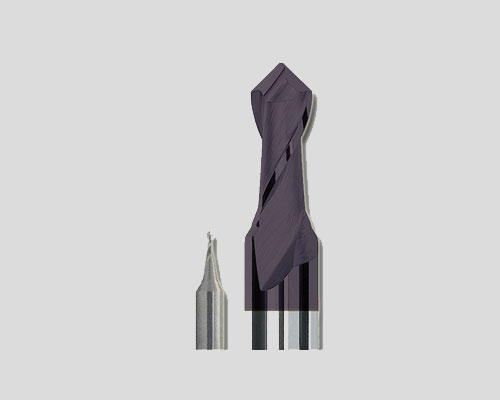
- 麻花钻由HSS, HSS- e,硬质合金板或全硬质合金-微型钻头,内部冷却的高性能钻头,以及适用于几乎所有材料的通用钻头和硬质钢,铬镍合金和纤维塑料的特殊解决方案
-

碳化物微型和微型钻头
-
- SPPW微型和小型固体硬质合金钻头应用范围广泛。该产品具有较高的同心度和节距精度和自定心4面磨削与增强柄,类似于DIN 1899和部分内部冷却。SPPW提供直径从0.15mm到3mm的微型和微型固体硬质合金钻头,以及x .切割表面涂层或毛坯。
-

硬质合金HPC演习
-
- SPPW的通用多量程和高性能固体硬质合金钻头设计用于加工难以切割的材料,并具有X.Cut, X2。切割或z .切割高性能表面涂层。高性能钻头实现了最佳的、可控的切屑清除,还确保了较长的工具寿命。SPPW高性能固体硬质合金钻头部分具有内部冷却和增强柄,直径范围从2.8mm到20mm。
-

玻璃钢硬质合金钻头
-
- 用于CFRP/FRP的SPPW硬质合金钻头用于直径为Dia的纤维增强塑料的无分层钻孔。HC表面涂层,以及光亮或抛光表面。钻头的点角为90度。SPPW提供的直径范围从2毫米到16毫米。
-

硬质合金钻头
-
- SPPW麻花钻HM板应用范围广泛,可生产稳定的钻孔设计。它们有一个自定心的4面磨削和驱动器,根据din1809 SPPW供应的直径范围从1.5mm到35mm。
-

HSS-E05微型钻头
-
- SPPW小直径钻HSS-E05适用范围广泛。它们具有特殊的几何形状,适用于小直径和部分圆柱形柄,符合DIN 338。自定心4面磨削,x .切割表面涂层或光亮表面,末端有加强柄,类似于DIN 1899。SPPW提供直径范围为0.15mm到2.45mm的微钻HSS-E05,并保证其产品的高同心度和螺距精度。
-

HSS-E05演习
-
- SPPW麻花钻由8%钴含量的高速钢制成,是不锈钢用高性能钻头和通用高性能钻头。它们有4表面接地连接,交叉接地连接,类似于DIN 1412 C或点接地连接,类似于DIN 1412 (B) x .切割表面涂层或毛坯。其中一些是有加强核心的。SPPW保证更好的控制和高同心度,如直径范围从1mm到20mm的螺距精度。
-

高速钢钻头
-
- SPPW麻花钻由高速钢制成,具有广泛的应用和多种多样的设计。根据DIN 1412,它们具有轮廓-地面设计,自定心或具有椭圆或十字、锥度外壳研磨,可提供c。切割表面涂层,明亮的汽化表面。SPPW承诺高同心度以及节距精度,并提供直径范围从0.2mm到50mm或成套的产品。
-

特殊用途硬质合金高性能pc钻头
-
- 麻花钻由HSS, HSS- e,硬质合金板或全硬质合金-微型钻头,内部冷却的高性能钻头,以及适用于几乎所有材料的通用钻头和硬质钢,铬镍合金和纤维塑料的特殊解决方案
- 用HSS-E制造的铰刀,带硬质合金刀片或硬质合金精密铰刀,1/100增量铣刀,特殊公差铰刀,长和超长铰刀。直径范围从0.2毫米至60毫米
-
硬质合金微型钻孔器
-
- SPPW微型铰刀由固体碳化物制成,用于铰孔。他们有20度的左螺旋,右切割,加固柄。公差为+/- 0.001。SPPW提供直径从0.2mm到0.595mm的固体硬质合金微铰刀。
-

硬质合金机用铰刀1/100
-
- SPPW实心硬质合金铰刀用于扩孔。部分发现一个硬质合金头或冷却剂出口在尖端,与45度闸门,左螺旋和右切割。SPPW可提供x .切割表面涂层或光亮表面,直径范围从0.6mm到40.2mm,公差0/+0.005。此外,SPPW提供生产特殊设计的可能性,如适合机器铰刀。这些有适合的选择或标准适合H7。
-

硬质合金机用铰刀H7
-
- SPPW铰刀由固体硬质合金制成,标准公差H7,用于盲孔和通孔的铰刀,用于浅反孔的铰刀或已铸造孔的位置校正,切屑喷射方向为切削方向。该产品有10度的左侧螺旋或直槽,在右侧和末端切割版本,以及一个长版本,以铰接深孔的情况下,访问问题。VHM H7铰刀可用于x .切割表面涂层或毛坯,直径范围从0.95mm到20mm。有了SPPW,配合可以独立选择。
-

hhs - e05机用铰刀1/100
-
- SPPW铰刀由HSS-E05制成,用于扩孔。大门正以45度角右转,穿过一个左旋。SPPW提供直径从0.6mm到20.2mm的铰刀,并根据您的选择来订购,也在标准公差H7。
-

H7型机用铰刀
-
- 由HSS-E05制成的SPPW铰刀和机器剥皮铰刀,具有圆柱形或MK柄,用于盲孔和通孔的铰刀,其中切屑喷射方向为切割方向,截面为45度。该产品有左侧螺旋或直槽,右侧切割版本,以及长版本,用于扩孔有出入问题的深孔,铰刀hhs - e05 H7直径范围从1mm到60mm。
-

HSS / HSS- e05锥形机用铰刀
-
- SPPW HSS/-E锥形铰刀用于铰锥形孔和尖孔。该产品有A型,具有直槽切屑破碎机,B型,具有最高的表面光洁度,C型,左螺旋,是右切割。SPPW提供其直径范围从0.6毫米到30毫米的锥度铰刀。
-

手铰刀
-
- SPPW手动铰刀由高速钢制成,根据DIN 206,用于铰孔,1/3的切削刃1:100上升和45度斜角。左螺旋是顺时针的标准公差H7。SPPW提供的手铰刀的直径范围从1毫米到32毫米。
-

硬质合金高性能铰刀内部冷却
-
- 用HSS-E制造的铰刀,带硬质合金刀片或硬质合金精密铰刀,1/100增量铣刀,特殊公差铰刀,长和超长铰刀。直径范围从0.2毫米至60毫米
- 硬质合金头或硬质合金制作的HSS-E沉槽工具,单槽,三槽,带孔的沉槽和导向沉槽,角度30°,60°,82°,90°,100°,120°和180°
-
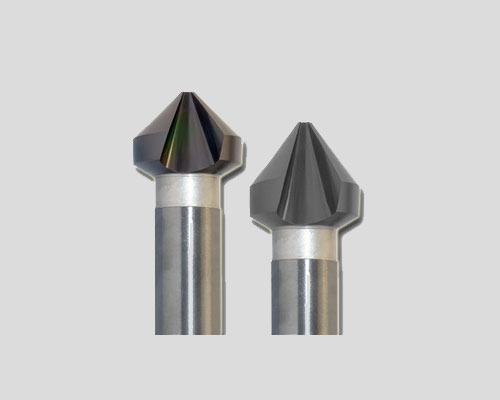
硬质合金高性能计算槽
-
- SPPW提供由固体硬质合金制成的HPC沉槽,其设计多种多样,具有电气浮雕磨削和恒定的轮廓,具有x .切割表面涂层或毛坯。这允许您使用沉槽的硬和磨料,或特别用于数控机床。SPPW沉槽完全由固体碳化物制成,具有更好的振动性能。我们提供直径从4.3毫米到31毫米的锥形沉头,也有长版本和增强圆柱形柄。
-

硬质合金柜台汇
-
-

HSS-E05/- e08计数槽- 3个凹槽
-
- SPPW沉孔由HSS-E05和HSS-E08制成,适用于薄材料的钻孔和沉孔,如层压板、木材和铝。由于高度正切,该产品运行非常平稳。几乎所有锥度沉孔都可以进行多次再研磨。SPPW提供的产品直径范围从4mm到80mm和套装,以及沉角从30度到120度。它们也有长版本和各种表面处理,如X5。切和a。切,按要求或空白。
-

HSS-E05带孔计数水槽
-
- Sppw十字孔沉槽HSS-E05用于去毛刺和工作小倒角,在轻金属和塑料,以及光滑和无毛刺表面。该工具可提供60度,82度,90度,100度和120度的沉角,具有a .切割表面涂层或毛坯。SPPW提供直径从10mm到50mm的交叉轴沉槽,也可成套使用。
-

HSS-E05计数器单槽水槽
-
- SPPW Flachsenken und Zapfsenker, mit festen Führunszapfen, eignen siich füfeine und mittlere Durchgangsbohrungen und Gewindekernlöcher füversenken von Schrauben nach ISO 2009,2010, 7046, 7047。在90度和180度的小酒馆里。SPPW Zapfsenker sind im Durchmesserbereich von 1mm bis 12mm mit einer A.Cut Oberflächenbeschichtung oder Blank lieferbar。Sie sind zudem auh im Satz erhältlich。
-

反槽和孔
-
- HSS-E05和固体硬质合金SPPW平沉槽和沉槽,带固定导向沉槽,适用于根据ISO 2009,2010, 7046, 7047的沉孔螺钉的精、中通孔和螺纹芯孔。内六角内六角螺钉和帽螺钉的沉角分别为90度和180度。SPPW反孔的直径范围为1mm到12mm,带有a .切割表面涂层或毛坯。它们也有成套的。
- 多功能工具铣削,沉孔,钻孔和去毛刺。多用途工具,不同的加工操作可以组合,只需要一种工具就可以有效地进行。多v型,去毛刺,凹铣刀,前后去毛刺,雕刻机和模块化工具。
-
多功能工具
-
- SPPW多功能工具由固体硬质合金和高速钢组合在一个工具多达八个加工步骤,如v型槽铣削,圆铣削,轮廓铣削,雕刻,轮廓倒角,镗孔和倒角。它们的尖端角度从40度到60度,特别适用于去毛刺操作,90度和120度,适用于经典的去毛刺和纤维操作,也有100度的尖端角度专门用于飞机构造。特殊的X.Cut表面涂层提高了多功能工具VHM的导电性。SPPW的直径范围从0.1毫米到20毫米。直径可达12mm的工具有加强柄,最近也有直径达12mm的通柄。SPPW多功能工具也有一个长版本。
-

硬质合金去毛刺工具
-
- SPPW固体硬质合金去毛刺工具是60度和90度去毛刺角度和半径的正向和反向去毛刺工具,最适合于精加工。它们具有恒定的浮雕和高精度的磨削,以达到最高的表面光洁度,可以水平,垂直和圆形工作。SPPW提供从0.5mm直径的优良微去毛刺,也储存向前向后去毛刺,多叶片数控去毛刺与尖端角度60度和90度,和四分之一圆凹刀具。
-

模件。P -系统类型0
-
- 模块。P是SPPW生产阶梯孔的模块化工具系统,分别为导向反孔。200个元素允许超过10,000种可能的组合,但只能在范围内列出的类型(类型0、类型1和类型2)内。P由三个部分组成。首先是导向钻,用于通孔或导向销用于通孔和盲孔。其次是沉水池,最后是支架。
-

模件。P -系统类型2
-
- 模件。P是SPPW生产阶梯孔的模块化工具系统,分别为导向反孔。200个元素允许超过10,000种可能的组合,但只能在范围内列出的类型(类型0、类型1和类型2)内。P由三个部分组成。首先是导向钻,用于通孔或导向销用于通孔和盲孔。其次是沉水池,最后是支架。
-

HSS-E05管去毛刺机
-
- SPPW管道去毛刺器是由8%钴含量的高速钢制成的模块化工具。它们由一个外部反孔和一个内部反孔组成,如果需要,可以用导套进行改装。SPPW HSS-E管道去毛刺器允许棒材和管道的去毛刺,直径范围从5mm到48mm。
-

硬质合金雕刻工具
-
- 多功能工具铣削,沉孔,钻孔和去毛刺。多用途工具,不同的加工操作可以组合,只需要一种工具就可以有效地进行。多v型,去毛刺,凹铣刀,前后去毛刺,雕刻机和模块化工具。
- 微型铣刀从直径0.05毫米。超过75个不同版本的不同材料,如钢,钛,不锈钢,有色金属或贵金属。用于医药,珠宝和模具制造。
-

微铣削刀具
-
- SPPW提供微型钻槽铣刀和微型立铣刀,用于一般用途,在短,超长和稳定的设计。他们有一个加强圆柱形柄,形状HA和中心切割。SPPW提供直径从0.05mm到14mm的微型立铣刀和x .切割表面涂层或抛光。
-

模具制造用微型立铣刀
-
- SPPW微型成型铣刀适用于小型成型制造,也适用于加工硬化钢或铝。他们的特点是中心切割设计,使铣削更精确。SPPW提供Mirco形式立铣刀的直径范围从0.3mm到6mm,以及超长版本。刀具可以有Z.Cut或X.Cut表面涂层,或有抛光表面。
-

微半径立铣刀
-
- SPPW微半径铣刀由固体硬质合金制成,具有短而极稳定的设计,可广泛使用。该产品有一个中心切割,这保证了极锋利的切割边缘。
-

微型牙科半径立铣刀
-
- 牙科树脂的三维加工,特别是蜡和PMMA或氧化锆等研磨材料。该工具具有豁免设计,特别适用于高深度的切削。SPPW为客户提供直径从0.6mm到2.5mm的微型牙科半径切割机,在x .切割表面涂层,以及毛坯。
-

玻璃钢/石墨微立铣刀
-
- SPPW提供微型刀具,特别用于加工碳纤维增强塑料,玻璃纤维增强塑料和石墨。微型刀具有一个增强的圆柱形柄,根据H型,并提供一个短的稳定设计与中心切割。SPPW微切削齿的直径范围从0.3mm到5.9mm,表面涂有金刚石涂层。
- 具有高度抛光表面的铣刀,用于加工塑料和有色金属。可作为单笛刀或两笛和三笛刀。适合铣削高度透明的表面。多槽和锥体轮廓铣削纤维塑料:GFK, CFK, AFK,蜂窝复合材料和泡沫。
-

硬质合金微立铣刀
-
- SPPW微铣刀由固体硬质合金制成,用于加工轻合金和塑料,由于短和稳定的设计。该工具具有HA形状的加强圆柱形柄和中心切割的尖端,以及抛光表面。SPPW提供直径从0.5mm到3mm的固体硬质合金微刀具。
-

硬质合金单槽立铣刀
-
- SPPW立铣刀与单一固体硬质合金切削刃用于粗加工和精加工广泛的材料,如高透明表面,轻合金,塑料,泡沫,层压板或铝型材。由于切削刃极锋利,切屑去除时特别光滑,可以获得非常光滑的表面。根据设计-上切或下切-切屑被向上或向下排出。表面经过抛光处理。SPPW的直径从1.5毫米到20毫米不等。
-

硬质合金高性能立铣刀
-
- SPPW高性能整体硬质合金立铣刀适用于长切屑材料和有色金属,以及有粘连倾向的材料的HSC粗加工刀具。该工具可与z .切割表面涂层或抛光表面,其中Alu。切割涂层提供更高的性能。SPPW提供高性能的实心硬质合金螺纹铣刀的直径范围从2mm到20mm,一些带冷却剂供应。
-

带2或3槽的硬质合金立铣刀
-
- 硬质合金立铣刀SPPW立铣刀有2或3个固态硬质合金槽,用于粗加工和精加工各种材料,轻合金,塑料,泡沫,层压板或木材。由于极锋利的切削刃切屑去除是特别光滑和非常干净的表面可以获得。根据设计-上切或下切-芯片被抬起或向下弹出。表面经过抛光处理。SPPW的直径从1.5毫米到30毫米不等。
-

特殊用途硬质合金立铣刀
-
- SPPW整体硬质合金立铣刀适用于非常不同的应用,例如加工纤维织物材料,如芳纶(凯夫拉),但也适用于铝复合板(Di-Bond)或倒角。
-
蜂窝用硬质合金立铣刀
-
- SPPW硬质合金高速钢立铣刀用于加工经纱材料和复合材料。由于其特殊的齿形,与拉削,所谓的多槽面齿形,表面在加工后保持良好的状态,以立即进一步加工。这是进一步加强了极其锋利的切割边缘。SPPW供应的直径范围从6mm到24mm,另外44mm根据特殊订单。
-

玻璃钢硬质合金立铣刀
-
- SPPW提供专门用于纤维塑料,纤维复合材料的切割机。加工是可能的,一方面通过反向旋转的槽与芯片破碎机,另一方面通过一个大的槽与同步芯片破碎机。这导致同时拉和推切割或连续切割良好的切屑去除SPPW为纤维复合材料在Dia提供刀具。HC或金刚石表面涂层或抛光表面,直径范围从2mm到12mm。
-

硬质合金锥体铣刀
-
- SPPW固体硬质合金金字塔齿铣刀具有非常锋利的切削刃和拉切,由于在尖端的金字塔十字齿,非常适用于高纤维含量的纤维塑料的开槽和面铣,直到夹层材料和泡沫。它也适用于通过面半径的仿形加工,也适用于钻孔和封边,也适用于纤维含量高的纤维塑料和有粘连倾向的纤维塑料。SPPW提供金字塔齿刀具与Dia。HC表面涂层或抛光表面,直径范围从2mm到20mm。
-

石墨用硬质合金立铣刀
-
- SPPW固体硬质合金金字塔齿铣刀具有非常锋利的切削刃和拉切,由于在尖端的金字塔十字齿,非常适用于高纤维含量的纤维塑料的开槽和面铣,直到夹层材料和泡沫。它也适用于通过面半径的仿形加工,也适用于钻孔和封边,也适用于纤维含量高的纤维塑料和有粘连倾向的纤维塑料。SPPW提供金字塔齿刀具与Dia。HC表面涂层或抛光表面,直径范围从2mm到20mm。
-

用于NF-Metals的HSS-E端铣刀
-
- 快速加工难加工的塑料和轻金属sppw快速生产线为加工塑料和轻合金的轻量化结构提供了解决方案。快速线切割机具有特殊的几何形状和性能,如精细研磨的凹槽和特殊的切割几何。改进的表面光洁度防止后续抛光,良好的摩擦系数防止过热和焊接。产品种类包括微型刀具、立铣刀、高性能刀具、圆弧刀具、芳纶纤维材料刀具、铝复合板材、蜂窝复合材料和纤维复合材料刀具、金字塔齿刀具和花岗岩材料刀具。SPPW快速线提供不同的涂层,为各自的切割过程提供最佳的解决方案。
- 用于高性能加工的整体硬质合金端铣刀和摆线铣刀以及通用铣刀。HPC, HSC和TDC铣刀与角半径或角倒角的应用在模具制造或耐火合金。
-

硬质合金高性能pc立铣刀
-
- SPPW高性能整体硬质合金立铣刀具有x .切割表面涂层,表面硬度更高,简化了硬质材料的粗加工和精加工工作,具有更好的切削数据和更长的刀具寿命。SPPW提供HPC槽立铣刀和HPC周边立铣刀与优化的锥形切屑室,以及环面立铣刀与高切屑体积和光滑运行由于面刀的角半径不等的螺距。此外,它们具有切削刃后的精细锁定和高进给量和啮合深度。SPPW提供直径从3mm到25mm的高性能固体硬质合金刀具,也特别适用于航空航天材料。
-

硬质合金高速钢立铣刀
-
- SPPW高速钢刀具由固体硬质合金制成,是精加工刀具和环面刀具,具有x .切割表面涂层,用于加工淬火钢和结构钢。各种短版本可供选择,如锋利的光滑柄根据DIN 6535 HA和角半径,以及长和超长版本的光滑柄根据DIN 6535 HA和角半径。SPPW提供直径从2.5mm到20mm的HSC刀具。
-

硬质合金万能立铣刀
-
- SPPW通用整体硬质合金立铣刀有槽铣刀、口袋铣刀、周向铣刀和铣刀,可加工各种材料。根据DIN 6535 HA或HB,它们有两个到四个切削刃,柄光滑。SPPW提供超长设计与长切削刃和短设计,一些与x切割表面涂层。它的直径从3毫米到20毫米不等。
-

硬质合金高性能pc铣刀。鱼雷
-
- 用于高性能加工的整体硬质合金端铣刀和摆线铣刀以及通用铣刀。HPC, HSC和TDC铣刀与角半径或角倒角的应用在模具制造或耐火合金。
-

硬质合金TDC铣刀。TROCHOID
-
- 用于高性能加工的整体硬质合金端铣刀和摆线铣刀以及通用铣刀。HPC, HSC和TDC铣刀与角半径或角倒角的应用在模具制造或耐火合金。
-

硬质合金桶铣刀
-
- 用于高性能加工的整体硬质合金端铣刀和摆线铣刀以及通用铣刀。HPC, HSC和TDC铣刀与角半径或角倒角的应用在模具制造或耐火合金。
- 用于钢,不锈钢,铝或轻合金的常规铣刀的HSS-E和粉末金属制成的槽铣刀,精铣刀和粗铣刀。直径0.3毫米的微型铣刀- 1/10增量可从库存,壳立铣刀和圆盘铣刀在短时间内通知。
-

HSS-E05微型立铣刀
-
- SPPW微型钻笛刀由高速钢制成,含8%的钴,适用于钢材的一般使用,但也适用于其他材料,如铝。这种钻笛刀的特点是一个中心切割,旨在投入,和一个加强柄。SPPW是微加工领域的先驱,多亏了HSS-E05制成的微钻槽刀具,因为该工具的直径从0.3mm到14mm,有十分之一的节距(0.1mm)。
-

粉末金属高性能pc立铣刀
-
- SPPW高性能铣刀由粉末金属制成,是高性能的粗加工刀具,具有最大的切屑去除能力,用于加工不锈钢和韧硬材料和大切屑体积的HPS加工。HPC刀具具有具有保护倒角的中心切割,精细的粗糙齿和根据din1834b带夹紧表面的柄。SPPW材料的直径范围从6mm到32mm,具有x .切割表面涂层。
-

HSS-E08铣削刀具
-
- 由HSS-E08制成的SPPW刀具是一般用途的立铣刀、粗铣刀和钻槽铣刀,也可用于lecht合金、有色金属和韧硬材料。刀具有一个中心切割,用于直插和百分之一上升。他们的柄,根据DIN 1835b,具有x .切割表面涂层或空白表面的芯片表面。SPPW提供超短,短,长和超长版本,在直径范围从1.5毫米到32毫米。
-

HSS-E08圆头铣刀
-
- SPPW半径切割机适用于一般用途。它们是槽切刀,复制切刀和口袋切刀,具有公差k10的中心切割。SPPW提供由HSS-E05制成的半径刀具,具有X.Cut表面涂层,有短的和长的版本,具有短的切削刃。半径刀具的直径可从3mm到20mm。
-

HSS-E08壳体立铣刀
-
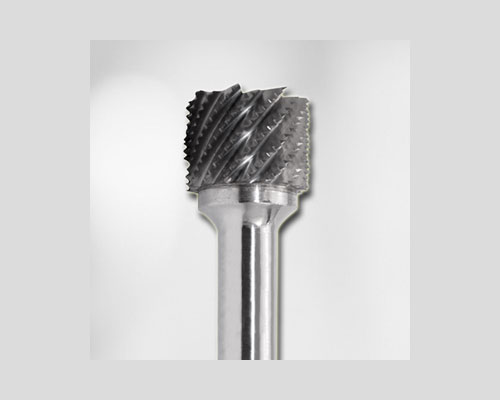
- SPPW型螺杆立铣刀由HSS-E05制成,用于一般材料的横槽钻孔。钻井过程是由30度螺旋与整理齿或粗糙齿型NR.工具可提供x切割表面涂层或光亮表面。SPPW提供外壳立铣刀的直径范围从40mm到100mm。
- M/MF(公制)、UN(统一)、G、PG、NPT、NPTF和NPSF螺纹的内螺纹和外螺纹去毛刺螺纹铣刀。螺纹旋流器,用于直径0.8米制和联合国螺纹。
-

微微碳化物螺纹旋转刀具
-
- SPPW微螺纹旋流器由固体硬质合金制成,M和MF螺纹的部分轮廓为60度,由于其切割压力低,特别适用于高强度材料。它们有最大程度的细度,只能使用强大的CNC控制。由固体碳化物制成的微螺纹旋流器具有x .切割表面涂层,这使工具更高效和耐用。SPPW提供这些直径范围从0.8毫米到10mm。
-

内螺纹用硬质合金螺纹铣刀。M - UN
-
- SPPW型高性能整体硬质合金内螺纹铣刀是通用铣刀,特别适用于米制螺纹和UNC(国粗统一)/UNF(国细统一)内螺纹。该工具有一个去毛刺步骤,以实现无毛刺线程,并允许线程和去毛刺在一个步骤。他们的特点是15度螺旋平滑切割和X6。切割表面涂层更大的性能。SPPW提供直径从0.4mm到10mm的实心硬质合金内螺纹轧机。
-

硬质合金外螺纹磨机
-
- SPPW型高性能整体硬质合金外螺纹铣刀是专门为加工ISO公制外螺纹而设计的。由于其特殊的几何形状,您的工作是流线型的,因为螺纹切割和去毛刺可以在一个步骤。SPPW提供固体硬质合金外螺纹铣刀与X6。切割表面涂层,从直径10mm到16mm。
-

Int型硬质合金螺纹铣刀。/外部线程
-
- 根据BSPT和NPSF, SPPW高性能内/外螺纹铣刀用于加工锥形内/外螺纹。由于其特殊的几何形状,螺纹切割和去毛刺可以在一次操作中完成,而X6。切割表面涂层使螺纹刀更导电,更坚固。SPPW提供高性能内/外螺纹铣刀,直径范围从6mm到20mm。
-

硬质合金锥管立铣刀
-
- SPPW整体硬质合金立铣刀,具有十六度螺距,适用于BSPT, NPT, NPTF和NPTS锥形螺纹的预铣削。因此,立铣刀允许同时倒角的螺纹。
-

硬质合金冷却剂进给钻+螺纹铣刀。线程
-
- SPPW实心硬质合金钻螺纹铣刀具有内部冷却,适用于ISO公制内螺纹。钻螺纹铣刀可以在一次操作中钻、螺纹铣削和应用45度倒角。为了用这种钻螺纹铣刀进行加工,需要稳定的夹紧。SPPW提供其钻螺纹铣刀的直径范围为4.2mm和18mm,无涂层或x .切割表面涂层。
-

模块化螺纹铣刀和刀片
-
- 用于螺纹铣刀的SPPW底座是专门为使用直镶件设计的。阀体高度灵活,因为有几个铣削板,制成不同的材料,螺纹切割简化。有了SPPW主体,您就有可能切割范围广泛的螺纹。机身是由钢制成的,因此不仅比其他产品的切割边缘不是模块化的便宜,而且更好的少脆,这保证了较长的使用寿命。SPPW提供的基本体根据类型A,只有一个切削刃,B,有两个切削刃和类型C,有四到五个切削刃。直径范围从12mm到48mm。
-

模块化螺纹车刀
-
- SPPW螺纹车削基本体是专门为内螺纹车削工具设计的。机体是高度灵活的,因为通过改变板可以工作的各种螺纹,在几种材料。机身由钢材制成,因此不仅比其他产品的切割边缘不是模块化的便宜,更不脆,这保证了使用寿命长。SPPW提供在WSP之间6毫米至27毫米的机构和一些内部冷却。
-
U型模组丝线车刀
-
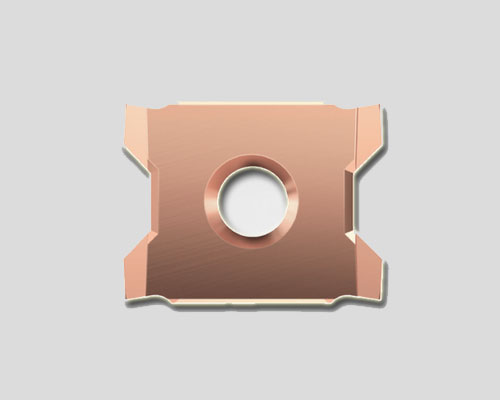
- SPPW为各种加工操作提供了广泛的刀片,如外切削,内切削,螺纹和螺纹铣削。它们是由固体碳化物和x切割表面涂层。SPPW刀片非常适合插入螺纹铣削和螺纹车削体中。刀片有直的和扭的两种。
- 丝锥和螺纹成形广泛的材料,如不锈钢,钛,铝和塑料。用于螺纹M/MF(米制)、UNC/UNF(统一)、G(管式)、PG、BSW/BSF(英制)、BSPT(锥度)。另外还有手工丝锥和模具。
-

HSS-E微型丝锥和成型丝锥
-
- SPPW丝锥由粉末金属高速钢和小高速钢制成,用于加工盲孔和通孔。它们有较高的冷却槽,更稳定,a .切割和c .切割表面涂层,促进良好的冷成形性。SPPW材料的直径范围从1mm到16mm,根据DIN 371,可提供高达M10,带加强柄。此外,龙头提供冷却槽,以更好的润滑剂输送或没有冷却槽,以更稳定。
-

FlashCut丝锥和成型丝锥
-
- SPPW丝锥由A.Cut和C.Cut表面涂层的粉末金属制成,特别适用于加工长切屑材料或铸造材料,以及不锈钢,合金或淬火钢。它们有一个剥落切割通孔或扭曲生产盲孔。他们也有暴露的齿或侧磨,为较低的扭矩。SPPW提供直径从1mm到16mm的丝锥,加强柄高达M10。
-

HSS-E水龙头-杂项
-
- SPPW高速钢丝锥,x .切割或a .切割表面涂层,蒸发或光亮表面和铜合金,适用于一般用途,也适用于铝和钢。丝锥可以生产各种类型的盲孔和通孔,因为它们有一个短引线,有2到3个线程,和一个长引线,有3到5个线程。根据DIN 371,直径为M30的丝锥由高速钢制成,直径为M10的丝锥有加强柄。SPPW还提供长版本的HSS/-E丝锥,带有溢流柄,用于访问孔,以及侧角55度和60度的丝锥,根据英国尺寸。这是可从g7 /8"在HSS和锥形的第十六音高。SPPW丝锥外露齿或侧磨具有极低的扭矩,是唯一带涂层或合金的丝锥。
-

高速钢手龙头
-
- SPPW手丝锥适用于800n /mm²以下的钢。一套包括两个到三个直槽工具盲孔和通孔。手工丝锥分为粗丝锥、中心丝锥和精加工丝锥,不涂涂层。SPPW提供一套直径从1毫米到68毫米的手丝锥。
-

HSS / HSS- e死亡
-
- SPPW模具由高速钢制成,用于生产外螺纹或管螺纹。设计是米制和左切割,易于攻丝和干净的切屑清除。模具的直径从M1到M68。SPPW不仅提供6g的常见公差的封闭形式,而且还提供公差AB(中粗),从直径G1/2”到G4”。M和MF的中间尺寸由SPPW根据您的要求提供。
-

HSS-E丝锥-其他线程配置文件
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

中心演习
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

数控定位演习
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

圆角刀
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

4-in-1计数器孔
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

倒角工具
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

带有多边形界面的刀具
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

配件
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。
-

雕刻插入
-
- 模块化工具,具有可互换的刀片,用于定心,斑点,沉孔,钻孔,雕刻和去毛刺。特别稳定的安装切割刀片为最高的精度和刀具寿命。一个柄为不同的应用容纳不同的插入。



































































































